


SLM/DMLS Технология
Печать металлом (порошковыми сплавами)
Селективное (выборочное) лазерное плавление






Преимущества SLM/DMLS технологии
высокие показатели плотности: в 1,5 раза выше, чем при литье
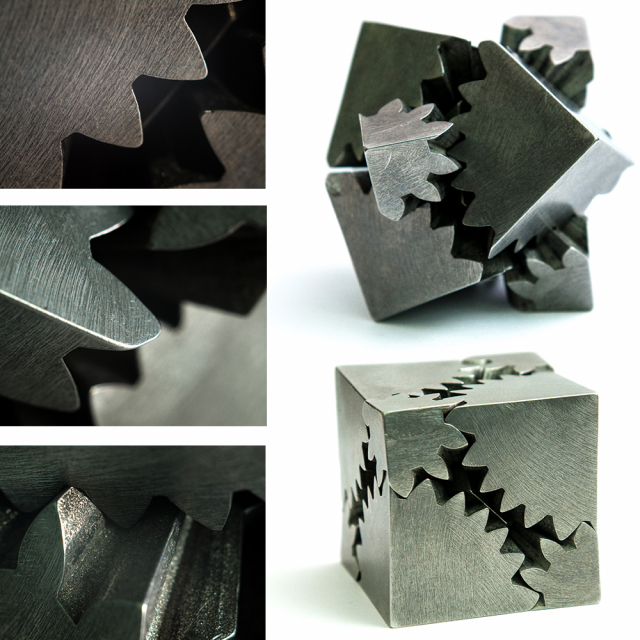
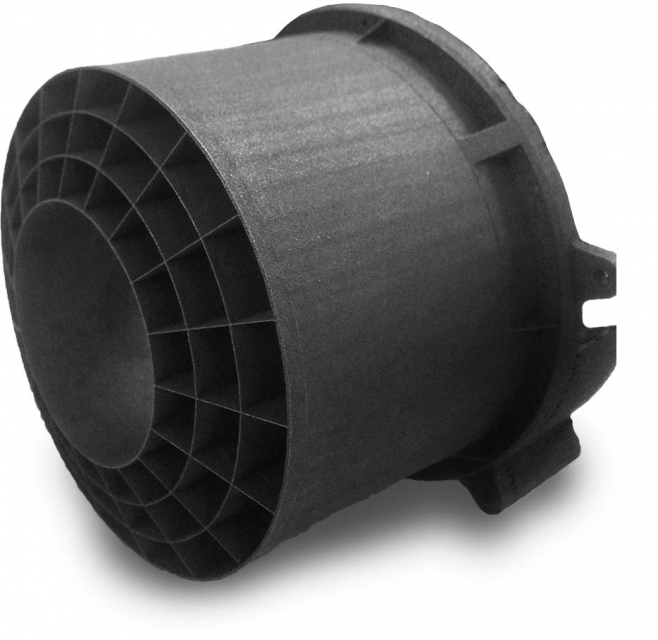
возможность создания миниатюрных и геометрически сложных объектов и других неповторимых форм в виде закрытых бионических структур
широкий выбор металлических сплавов, как стандартных, так и специальных
сокращение циклов производства и ускорение выхода готовой продукции
Используемое оборудование
SLM 280 HL
Промышленная установка для производства металлических изделий методом выборочной лазерной плавки SLM 280, фирма SLM Solutions

SLM Solutions SLM 280 HL – промышленная установка для аддитивного производства металлических деталей методом выборочной лазерной плавки (SLM). Устройство оснащено рабочей камерой повышенной емкости, позволяющей создавать объекты размером 280х280х350мм.
Минимальная толщина наносимого слоя составляет 20мкм. Во время печати рабочая камера заполняется инертным газом, что позволяет обрабатывать реактивные металлы.
В качестве расходных материалов используются: Нержавеющая сталь (импортная 316L и отечественный аналог 07Х18Н12М2), инструментальная сталь 1.2709, 2 жаропрочных никелевых сплава: 08ХН53БМТЮ (аналог Inconel 718) и ЭП 741.
Использование лазера позволяет создавать изделия быстрее без потери качества. В случае с лазерами разной мощности там, где требуется максимальная точность, установка использует 400 Вт лазер, а для увеличения скорости на простых участках (заштриховка площадей) — 1000 Вт лазер.
SLM 280 2.0 применяется для создания объектов сложной геометрической формы, зачастую с тонкими стенками и полостями. 3D-машина широко используется в машиностроении, тяжелой и легкой промышленности, оборонной и аэрокосмической отрасли.
Благодаря ей можно изготавливать модели с удивительной точностью из самых различных материалов. С ее помощью можно организовать высокотехнологичное производство качественных изделий, размеры которых будут выдержаны до десятых долей миллиметров.
Используемое оборудование
PROX 100
Система послойного лазерного спекания металлических и керамических порошоков 3D SYSTEMS ProX 100

Первые системы быстрой подготовки производства, которые позволяют изготавливать модели и оснастку из керамических (электрокорунд, муллит, оксид циркония) и металлических порошков (нержавеющие стали, инструментальные стали, сплавы цветных металлов, жаропрочные сплавы) методом твердофазного синтеза.
Преимущества:
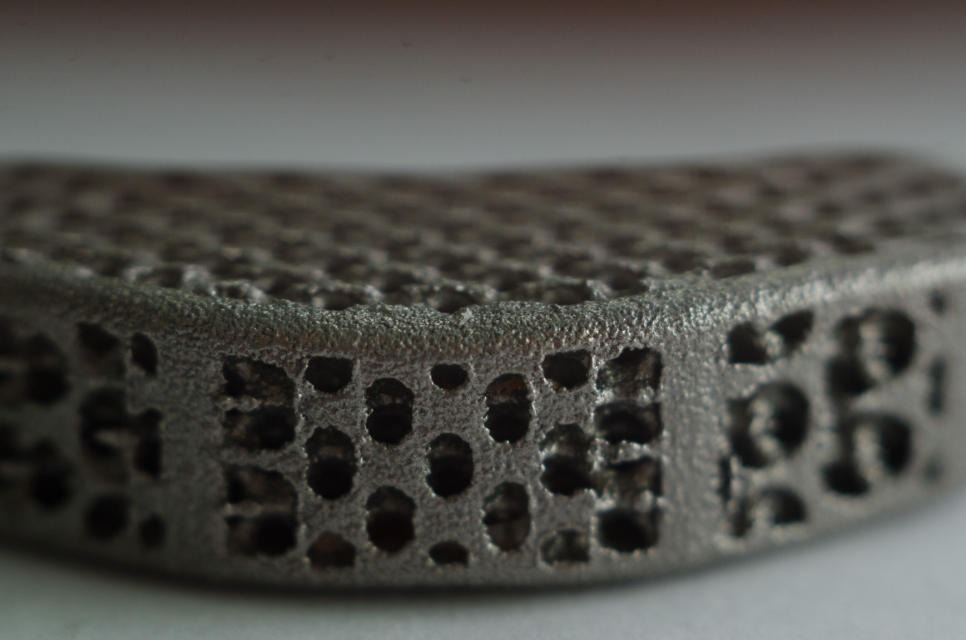
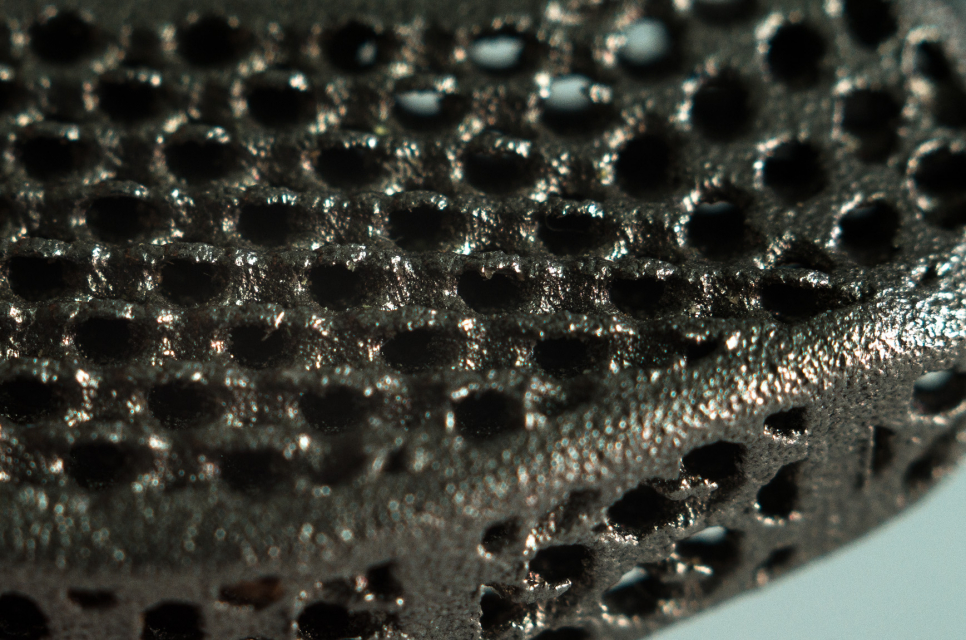
Производство изделий, которые невозможно изготовить традиционными промышленными способами: с заданной пористостью, решетчатые структуры, внутренней системой охлаждения и т.д. первая технология лазерного синтеза, которая не привязана к специальным расходным материалам система полностью открыта по технологическому ПО к изменению параметров работы основных модулей системы при использовании порошковых материалов различных производителей.
Нержавеющая сталь
Изделия, выращенные из Stainless Steel 316L по технологии DMLS, соответствуют стандартам ASTM F138 и UNS S31673. Эта разновидность нержавеющей стали отличается высокой устойчивостью к коррозии.
Этот металл идеально подходит для:
- создания изделий бытового потребительского назначения (часы, украшения, оправы для очков, функциональные изделия, аксессуары)
- применения в автотранспортной и отраслевой промышленности
- применение в аэрокосмической промышленности, при создании турбин
Изделия, выращенные при помощи 3D-печати из материала StainlessSteel 316L, могут подвергаться постобработке: обдувка дробью, полировка и так далее.
Технические характеристики
Достигаемая точность печати:
- на маленьких деталях ±20 — 50 мкм
- на больших деталях 0.2%
Минимальная толщина стенки примерно 0.3 — 0.4 мм
Толщина слоя 20 мкм
Шероховатость поверхности:
- после выращивания Ra 12±2 мкм; Rz 80±20 мкм
- после дробеструйной обработки 5±2 мкм; Rz 30±10 мкм
- после полировки Rz < 1 мкм
Скорость выращивания 2 мм³/с (7.2 см³/ч)
Особенности нержавеющей стали (316L)
- Минимальная толщина стенки: 0.2 мм
- Минимальная толщина выпуклой или выгравированной детали: 0.5 мм
- Точность: +/-0.1 мм на деталь до 5 см и не более 1-2% на размер более 10 см
- Максимальный размер модели: 280 х 280 х 350 мм
- Минимальный размер модели: 3 х 3 х 3 мм
- Минимальный диаметр отверстия для удаления порошка: 2 мм
- Минимальное расстояние между двумя частями или стенками: 1 мм